

Are you specifying a custom silicone umbrella valve or selecting a supplier for an umbrella check valve program? At Colosilicone, we design, prototype, and manufacture high-performance elastomeric valves using medical- and industrial-grade liquid silicone. This guide explains what umbrella valves are, why liquid silicone (LSR) is the preferred material, causes of deformation, and the practical trade-offs between Liquid Silicone Injection Molding and Transfer Molding. If you want robust, scalable valve production backed by qualified manufacturers and responsive suppliers, read on — then contact us for a producibility review.
What Is an Umbrella Valve?
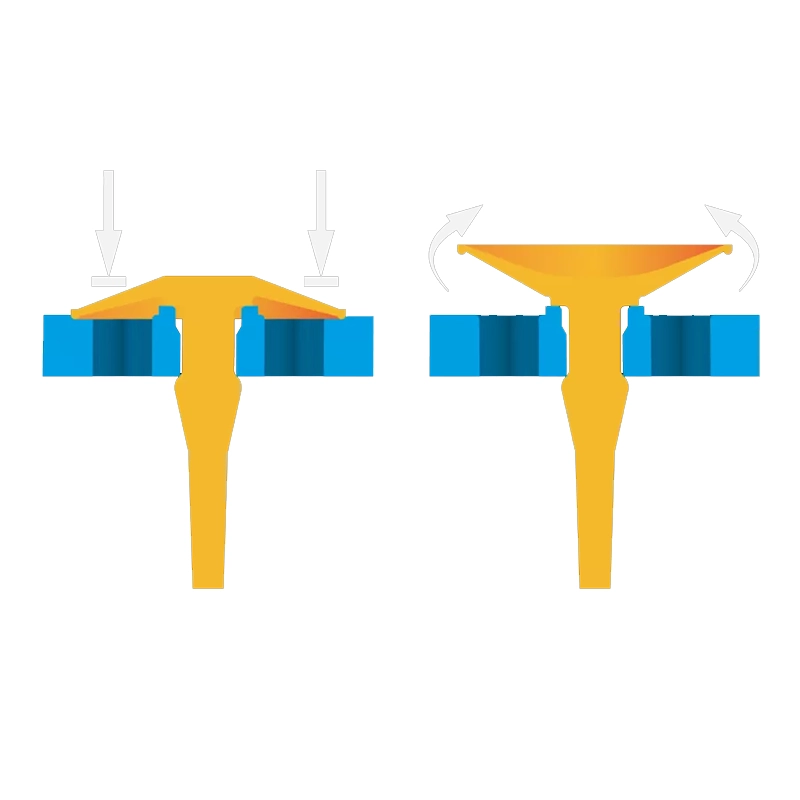
An umbrella valve (also called an umbrella check valve, mushroom valve, or diaphragm valve) is a one-way elastomeric valve whose flexible “umbrella” skirt lifts to allow forward flow and reseats to block reverse flow. Variants include pop-in umbrella valves, molded diaphragm valves, and integrated overmolded umbrella seats. They are widely used in medical breathing circuits, micro pumps, fuel tank vents, and consumer dispensing systems due to compact size, low cracking pressure, and silent operation.

Why Use Liquid Silicone to Produce Umbrella Valves?
Liquid Silicone Rubber (LSR) offers a unique combination of properties that align perfectly with the technical demands of umbrella-style one-way valves:
• Excellent Elasticity & Fast Recovery — LSR returns to shape quickly after deformation, ensuring consistent resealing and minimal leakage over millions of cycles.
• Low Compression Set — retains sealing force over long service life; essential for leak-proof behavior in check valves.
• Wide Temperature Range — many LSR grades remain flexible from roughly −60°C to +230°C, suitable for cold-start medical devices and hot-fill consumer products.
• Biocompatibility & Cleanliness — medical-grade LSR is available with FDA and USP Class VI documentation; low extractables make it ideal for respiratory and food-contact valves.
• Precision Molding Capability — LSR flows into fine cavities, enabling accurate slit geometry, thin skirts, and consistent cracking pressure.
• Overmolding & Bonding — LSR bonds effectively to many plastics and can be overmolded onto rigid housings to create integrated valve assemblies that eliminate assembly steps and leak paths.
• Scalability — with multi-cavity tooling and automated LSR injection cells, manufacturers can scale to high volumes with excellent repeatability.
• Chemical and Ozone Resistance — suitable for many environments; specialty grades (FVMQ) extend hydrocarbon resistance when needed.
In short, LSR gives engineering control of the valve’s functional geometry and material behavior — the combination that makes high-yield umbrella valves possible.
Why Silicone Umbrella Check Valves Deform?
Even premium LSR parts can deform in service if design, material selection, or process controls are off. Common root causes and mitigations include:
- Over-compression / Design Preload: Excessive installed squeeze causes permanent set. Mitigate with optimized lip geometry and correct retainer design.
- Inadequate Post-Cure: Poorly post-cured LSR retains volatiles and shows dimensional instability. Use recommended post-cure cycles.
- Thermal Overload: Exposure beyond the chosen grade’s temperature limit accelerates softening or hardening. Specify LSR grade to fit peak temperatures.
- Chemical Swelling: Strong solvents or incompatible fluids (fuels, aggressive cleaners) can swell or soften silicone. Select FVMQ or FKM where hydrocarbons are present.
- Aging & Compression Set: Even low-set materials age; specify life-cycle tests and schedule replacements for single-use systems.
- Uneven Wall Thickness / Poor Mold Venting: Causes localized stress and distortion. Apply good DFM and proper venting/drafting.
- Mechanical Abrasion / Foreign Particles: Abrasives or particulates can score and weaken the skirt. Add pre-filters or sacrificial screens where needed.
Design validation, accelerated aging, and application-specific compatibility tests reduce deformation risk.

Two Molding Ways for Manufacturing Liquid Silicone Umbrella Valves
Liquid Silicone Injection Molding (LSR-IM)
LSR is metered and injected under high pressure into precision molds. This is the modern production standard for high-volume valve manufacturing and gives tight control over shot weight and geometry.

Liquid Silicone Transfer Molding (LSR-TM)
Transfer molding moves pre-measured silicone from a pot into the cavity via a plunger; historically used for certain geometries or lower-volume production.
All advantages & disadvantages of the two molding methods (table)
| Feature / Metric | LSR Injection Molding (IM) — Advantages | LSR Injection Molding — Disadvantages | LSR Transfer Molding (TM) — Advantages | LSR Transfer Molding — Disadvantages |
|---|---|---|---|---|
| Volume Efficiency | Excellent for medium→high volumes (multi-cavity). | High tooling & machine cost upfront. | Better for low→medium volumes; lower initial tooling cost in some cases. | Poor scalability to very high volumes. |
| Cycle Time & Throughput | Faster cycle, continuous automated operation. | Requires capital investment in dosing & automation. | Slower cycles (transfer stroke adds time). | Lower productivity, higher labor. |
| Shot-to-shot Repeatability | High precision dosing, excellent consistency. | Complexity in setup/qualification. | Simpler equipment for small runs. | Dosing variability, higher CV. |
| Feature Fidelity (thin skirts, slits) | Superior — fills fine features reliably. | Requires optimized hot runner/venting designs. | OK for moderate features. | Less precise for very thin geometries. |
| Automation & Labor | Highly automatable (robots, vision). | Higher automation integration cost. | Semi- or manual; lower automation cost. | Higher labor costs; variability. |
| Tooling Cost | Higher cost but optimized per-cavity cost at scale. | Long lead time and investment. | Lower-cost prototype tooling possible. | Less economic for long runs. |
| Material Waste & Cleanliness | Low waste, closed metering reduces contamination — good for medical. | Equipment maintenance needed. | Potentially more flash and waste. | Harder to maintain full cleanroom-level control. |
| Overmolding / Insert Capability | Excellent for overmolding onto rigid plastics. | Needs synchronized insert handling. | Possible but more limited. | Assembly complexity increases. |
| Validation & Traceability | Easier to validate for medical/food standards (metered batches). | More rigorous process control required. | Simpler validation for small pilot runs. | Harder to maintain strict traceability at scale. |
| Unit Cost at Volume | Lowest unit cost in high-volume production. | Initial capex amortization required. | Higher unit cost at scale. | Not optimal for mass production. |
Manufacturing & Supplier Considerations
- Work with suppliers who run medical-grade LSR lines if you require FDA/USP compliance.
- Require cracking-pressure histograms, AOI images, cycle-life data, and material CoAs.
- Use DFM reviews to balance skirt thickness, slit geometry, durometer, and assembly preload.
- Pilot-run validation is essential: test for leakage, reseat pressure, chemical exposure, and millions of cycles where required.
Design & Testing Best Practices
- Define cracking pressure tolerance and acceptable flow curves early.
- Prototype with production-grade LSR and tooling to verify part behavior — not with alternate elastomers.
- Validate under expected temperature, humidity, and chemical exposures.
- Include dimensional statistical control (SPC) and automated optical inspection for slit geometry.

Conclusion
Liquid silicone (LSR) is the best material for umbrella-style one-way valves because it combines reliable sealing, broad temperature use, biocompatibility, and excellent molding behavior that enables precise slit and skirt geometries. Choosing the right molding method (LSR injection for scale; transfer for certain low-volume scenarios) and partnering with a qualified manufacturer and suppliers who offer custom service makes the difference between a prototype and a production-ready valve.
At Colosilicone, we provide end-to-end support — from custom silicone umbrella valve design and DFM to silicone rubber injection molding, qualification testing, and volume production. Want a manufacturability review, a pilot run, or sample valves to validate in your device? Contact Colosilicone — tell us your cracking-pressure target, media, and projected volumes — and we’ll propose a producible solution and timeline.